現在,工業製品の種類は非常に多く,そのための生産システムも多種多様である。
生産システムは生産する製品の種類、大量生産か多種少量生産か、等さまざまな
観点から分類することができる。ここでは生産システムをオートメーションの3本柱
(ビジネスオートメーション、メカニカルオートメーション、プロセスオートメーション)
のうちの2本柱、メカニカル装置、プロセス装置に限定して考える。
メカニカル装置はメカトロニクス技術をベースに、電気、機械要素を有機的に組み
合わせて作られる生産システムで、部品(固体)を取り扱っている。プロセス装置は
化学工学、エネルギーエ学をベースとして、化学プロセス、エネルギーシステムに
代表され、種々の容器、炉、パイプを組み合わせた生産システムで流体、電力、
ガス等の連続量を取り扱っている。現在では、両種の生産システムとも共通して
エレクトロニクス技術をベースとした制御装置が取り付けられ、製品の品質、生産
効率の向上が図られている。
このような生産システムの構成とそこに現れる故障モードには、次のようなものが
ある。
(1)システムあるいはその要素の持つ機能が発揮できるような機械的支持、覆いの
部分(骨格、皮層)、例えばメカニカル装置では支持、軸受、台座、軸のジョイント部
等、プロセス装置では、容器、パイプの支持、炉壁などの故障。故障モードには摩耗、
変形、腐食、溶融、蒸発、破断、破砕、ゆるみ、雑音等がある。
【例1.4】 機械的故障モードの例、破断とその原因
| 機械的支持の破断の原因の一つに金属疲労がある。疲労のストレスは金属に 繰返し応力を与えることである。回転機械から発生される小振幅高周波数振動、 始動停止時の過渡現象による大振幅低周波応力変化、温度変化による収縮率 等が直接ストレスとなる。金属の種類によっては衝撃ストレスが破断の原因にもなる。 |
【例1.5】 機械的故障モードの例、摩耗とその原因
| 機械的接続部あるいは、受部の摩耗はこれらの部品を構成する金属と金属 あるいは他の物質がこすり合ってこれらの部品をすり減らすことである。 接触部にちり、ごみ、砂塵、金属の切りくずが入り込み、接触面に破損を与え 摩耗の速度を加速する。 |
(2)システムあるいは要素の機能を直接的に発揮する部分(心臓、内臓)の故障。
例えばメカニカル装置では、モータ、エンジン、送電線、回転軸のようなエネルギー
変換伝達部、プロセス装置では、熱交換器、炉、パイプ、送電線、発電など、故障
モードとしては信号変換伝達機能の低下、エネルギー変換伝達機能の低下、品質、
精度の低下などがある。
【例1.6】 信号変換伝達機能の低下
| 電子回路方式による信号変換伝達を行う場合の電子回路の機能の低下 一般、故障モードは雑音、ドリフトの増加等である。雑音は熱的原因で電気 抵抗のような電子素子から発生する場合、環境中の雑音を受信してその雑 音を増幅する場合がある。電子素子から発生する雑音は温度の高さに比例 し、環境中の雑音に対する感度は回路の入力インピーダンスの高さに比例、 雑音シールドに逆比例する。したがって雑音の増加は、温度上昇、雑音シー ルドの劣化、故障による回路入力インピーダンスの増加による。 ドリフトは回路の構成素子の特性劣化、誘電体破壊によるコンデンサ容量の 減少、温度上昇による半導体の暗電流の増加等による回路の動作点のずれ による。 |
【例1.7】 精密機械の精度の劣化
| 工作機械、産業用ロボットに使用される位置決め機械はフィードバック 制御系の代表例である。位置決め機械とは工具などを指定する位置に 精度よく自動的にセットする機構である。位置決めの精度の劣化は、位置 を検出し電圧に変換するポテンショメータの摩耗、フィードバックループの 一巡。伝達関数のゲインの低下、電子式制御回路で発生したドリフト、雑音 等が原因である。 |
【例1.8】 触媒を利用した化学反応炉の効率の低下
| 触媒を利用した化学反応炉の効率の低下は、炉内での化学反応の活性度 の低下であり、これは炉内温度の低下、触媒の性能の劣化に起因する。 炉内温度の低下は炉中の熱交換器の水あかの付着等による熱交換器効率の 低下に原因がある。触媒の性能劣化は、触媒の化学的活性度の低下、触媒 表面の損傷、化学物質の付着、腐食による(例1.3参照)。 |
(3)計測制御(脳、神経網)部、例えば制御器、信号検出器、信号変換器、
記録計。故障モードには、精度、製品の質の低下、システムの不安定、
オフセットの発生、誤記録などがある。
【例1.9】 制御装置、計測器の故障
| 人間に例えれば脳神経部の故障に相当する。この故障は特に最近のように システムを計算機を利用して制御するような場合起こりがちである。計算機 制御装置の異状の中には計算機のハード的故障による場合と制御用ソフト 中に含まれるバグによる場合がある。計算機による制御の条件が複雑で あればあるほどソフトが複雑になり、ソフト設計時に予測できなかった状態に 対する用意がなかったという種のバグがある。アナログ式の制御器の場合には、 制御器を構成する要素のパラメータ劣化(例えば増幅器のゲインの変化)など が異状の原因である(例1.6参照)。 制御器の異状の検知・診断は大切である。生産システムの制御器の故障は 直接製品の質の劣化の原因となるし、場合によってはシステムの破壊にも つながることがある。計測器の故障も制御系の故障と同様重大である。 流量計、電力積算計、はかりのように、売買される物、エネルギーのような量 の測定は正確でなければならない。計測器の異状はセンサの物性的特性の 劣化、電子回路の故障、異状ノイズの発生等が原因となる。 |
生産システムの故障の場所は以上(1),(2),(3)に現れる。医学でいえば
(1)の故障は外科的、(2)は内科的、(3)は鼻耳、脳、神経科的病気に
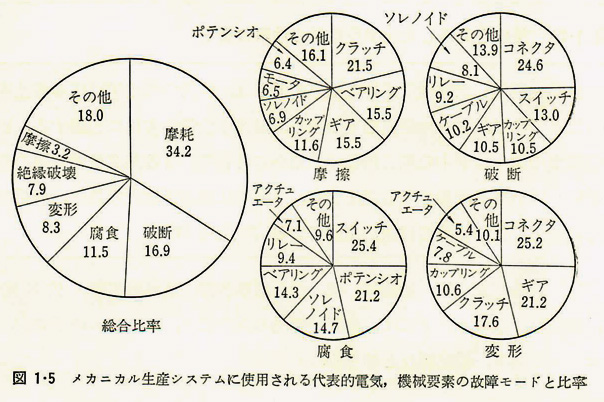
例えられる。電気、機械要素を有機的に組み合わせたメカニカルな生産
システムを構成する幾つかの代表的な部品の故障モード、総合比率を
図1.5に示す。